铝合金罐车焊接方案:
1.1 材质 :铝镁合金5083;或纯铝 1010
1.2 板厚 :6~ 10mm
1.3 罐体焊缝形式示意如图所示:
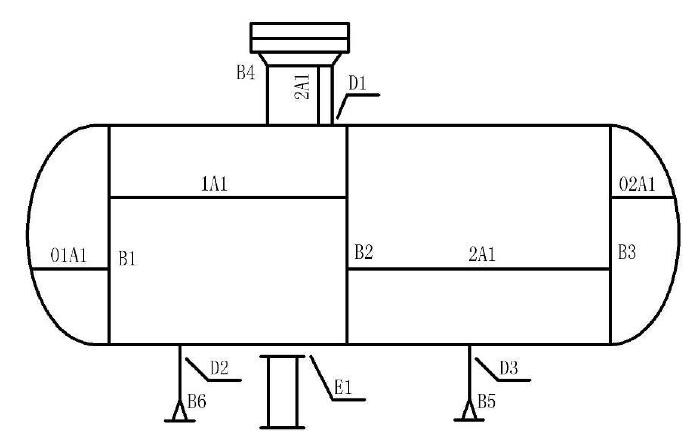
对接接头:纵缝
坡口:60--70°;
角接接头:人孔
罐内防波板角焊缝
纵缝(图示AI)由
环缝(图示B)筒体在滚轮架上转动,由
防浪板角接由
接管、人孔(图示D1)及法兰的焊缝由
气体选择:99.99%Ar
焊材:Ф1.2mm
1.4、接头形式
1.5、装配焊接工艺:
1.5.1
1.5.2
1.5.3
1.5.4
焊材选择
1.6.1
1.6.2
1.6.3
1.7、焊接电源
1.7.1
1.7.2
1.7.3
1.7.4
1.7.5
7.6
1.7.7
1.8、工艺参数
1.
1.8.3
1.9、钨极氩弧焊电源:MasterTIG
1.9.1
1.9.2焊机应用:
三、铝罐车焊接及检验工艺要点:
3.1、焊前用化学或机械的方法,严格清理焊缝坡口两侧的表面氧化膜:
体积分数为6%~10%的氢氧化钠溶液,在70℃左右浸泡0.5min→水洗→体积分数为15%的硝酸在常温下浸泡1min进行中和处理→水洗→温水洗→干燥。洗好后的铝表面为无光泽的银白色。
3.2、装配定位焊要牢固;焊接中厚板工件时,为了减少变形,应采取预热措施,一般应在夹具中焊接。
3.3焊工经过严格的操作技能培训,掌握铝MIG焊和TIG焊的技术要领。
3.4、焊后外观检查:按TB/T1580
3.5、X光射线:
3.6、力学性能试验:拉伸试验按GB/T168650
3.7、所有对接接头均经X光射线拍片达到Ⅰ级、Ⅱ级片。
3.8、焊接接头强度:
8.1
8.
表一
牌号 | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | 其它 | Ai | ||
5083 | 0.40 | 0.40 | 0.10 | 0.40-1.0 | 4.0-4.9 | 0.05-0.25 | 0.25 | 0.15 | 0.15 | 余量 | ||
6061 | 0.40-0.8 | 0.70 | 0.15-0.40 | 0.15 | 0.8-1.2 | 0.04-0.35 | 0.25 | 0.15 | 0.15 | :: | ||
6082 | 0.70-1.3 | 0.50 | 0.10 | 0.40-1.0 | 0.6-1.2 | 0.25 | 0.20 | 0.10 | 0.15 | :: | ||
焊丝 | ||||||||||||
5183 | 0.40 | 0.40 | 0.10 | 0.50-1.0 | 4.3-5.2 | 0.05-0.25 | 0.25 | 0.15 | 0.15 | :: | ||
5356 | 0.25 | 0.40 | 0.10 | 0.05-0.2 | 4.5-5.5 | 0.05-0.20 | 0.10 | 0.06-0.2 | 0.15 | :: | ||
4043 | 4.5-6.0 | 0.8 | 0.30 | 0.05 | 0.05 | 0.10 | 0.20 | 0.15 | :: | |||
铝材牌号 | 抗拉强度(N/mm²) | 断后伸长率 | ||||||||||
不小于 | ||||||||||||
5083 | 305 | | ||||||||||
6061 | | | ||||||||||
6082 | | | ||||||||||
表二
材料组配 | 焊丝牌号 | 抗拉强度(N/mm²)断裂位置 | 冷弯角度(d=6.7t) |
5083+5083 | ER5183 | 295 | 180° |
5083+5083 | ER5356 | 286 | 180° |
6061+6061 | ER5356 | 189 | 150° |
6061+6061 | ER4043 | 188 | 120° |
6082+6082 | ER5356 | 193 | 180° |
6082+6082 | ER4043 | 191 | 150° |
5083+6061 | ER5183 | 203 | 150° |
5083+6061 | ER5356 | 214 | 150° |
5083+6082 | ER5183 | 210 | 150° |
5083+6082 | ER5356 | 234 | 180° |
注:强度值均为3个焊接接头的平均值。
四、铝合金材料焊前保管时的注意事项
由于铝合金耐蚀性较差,而且与钢相比硬度低,容易产生划伤,所以在存放过程中必须注意以下几点:
1、
2、
3、
4、
5、
6、

 新浪微博
新浪微博 网易微博
网易微博 开心网
开心网 QQ空间
QQ空间 飞信
飞信