(左右滑看下一篇)
钛合金TA15的氩弧焊技术
20-12-22 11:39
钛合金焊接的特点是不仅要保护熔池机背面金属,而且要保护热影响区,甚至是近缝区受热金属不被氧化。因为钛载350℃以上就会与空气中的氧和水蒸气发生剧烈的化学反应,O、N、H的进入将急剧降低焊接接头的塑性和疲劳性能。因此,焊接钛合金理想的方法是在真空条件或惰性气体保护工作室内完成焊接。
TA15钛合金属于中等强度(750~1000MPa),类似的钛合金如:TC1、TC4、TC6、BT5-1、CT5等,所有中等强度的钛合金都具有良好的焊接性和热稳定性。TA15钛合金是以Ti-Al-Zr-Mo-V系为基的合金,其名义成分为:Ti-6.5Al-2Zr-1Mo-1V。该合金主要强化机制是通过α稳定元素Al的固溶强化,加入中型元素Zr和β稳定元素Mo、V,可以改善工艺性能。TA15钛合金可以在500℃条件下,可工作3000h;在450℃以下可工作6000h,目前主要用于航空领域。TA15不仅具有好的焊接性,可以用各种焊接方式进行焊接;而且可以与各种变形钛合金和铸造钛合金相焊接,这里介绍真空充氩手工氩弧焊。
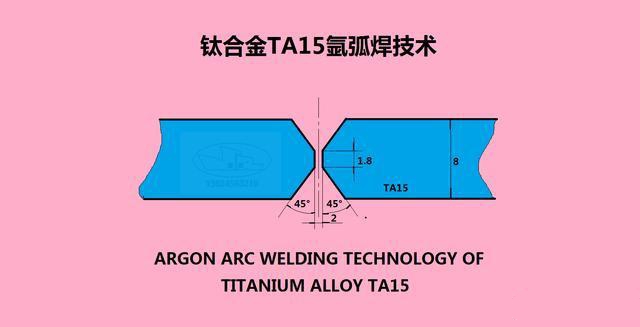
钛合金焊接以前,必须严格清理焊件的表面。钛合金TA15进行真空充氩手工氩弧焊,使用的焊丝为退伙状态下的TA15-1。板材厚度5.0mm,开45°V形坡口;厚度8mm开45°双V形坡口;对于自动焊用的厚度5.0mmTA15板材不开坡口。

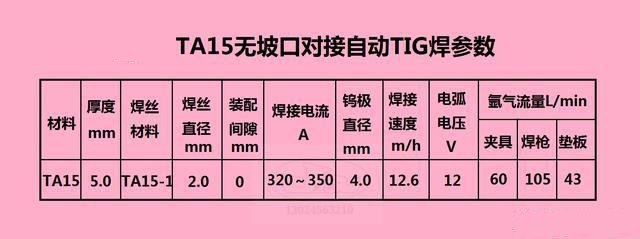
真空充氩手工TIG焊是在真空充氩箱中进行焊前焊箱先抽真空达到1.33Pa,再通入氩气至0.103MPa,然后进行焊接。自动焊为局部保护氩弧焊,焊接时从工艺垫板上引弧,收弧是采用了衰减焊接电流,以填满弧坑。在熔池未凝固和凝固后3min内继续提供保护气。
焊后处理是这样的:对于厚度5.0mmTA15的手工焊于自动焊焊件,憨厚进行真空区应力处理,退火处理:625±10℃,保温60min,FC,真空压强小于哦。0.01Pa;对于厚度8.0mmTA15手工TIG焊焊件,焊后进行真空去应力退火处理:625±10℃,保温90min,FC,真空压强0.01Pa。