有色金属钛及钛合金的焊接
20-12-22 11:46
有色金属钛及钛合金具有良好的耐腐蚀性能,在氧化性、中性及有氯离子介质中,其耐腐蚀性优于不锈钢,有时甚至为普通奥氏体不锈钢1Cr18Ni9Ti的10倍。工业纯钛塑性好,但强度较低,具有良好的低温性能,其线膨胀系数和热导率都不大,这都不会给焊接带来困难。钛合金的比强度大,又具有良好的韧性和焊接性,在航天工业中应用广泛。钛及钛合金在我国现行标准中按其退火态的组织分为α钛合金、β钛合金和α+β钛合金三类,分别用TA、TB和TC表示。在石化行业中的压力容器设备中,牌号为TA2这种工业纯钛使用为居多。
1. 钛及钛合金的焊接特点
① 杂质元素的沾污引起脆化
有色金属钛是一种活性元素,特别是在焊接高温下非常容易吸收氮、氢、氧,从而使焊缝的硬度、强度增加,塑性、韧性降低,引起脆化。碳也会与钛形成硬而脆的TiC,易引起裂纹。因此,钛及钛合金焊接时必须进行有效的保护,防止空气或其他因素的污染。因此钛及钛合金焊接不能采用气焊或焊条电弧焊方法进行,否则接头满足不了焊接质量要求,一般只能采用氩气保护或在真空下焊接。
② 焊接相变引起的接头塑性下降
常用的工业纯钛为α合金,焊接时由于钛导热差、比热小、高温停留时间长、冷却速度慢,易形成粗大结晶;若采用加速冷却,又易产生针状α组织,也会使塑性下降。
③ 产生焊接裂纹
钛合金焊接时产生的焊接热裂纹的几率极小,只有当焊丝或母材质量不问题时才可能产生热裂纹。由氢引起的冷裂纹是钛合金焊接时应注意防止的,焊接时熔池和低温区母材中的氢向热影响区扩散,引起热影响区含氢量增加,造成热影响区出现延迟裂纹。
④ 气孔
钛及钛合金焊接时气孔是常见的焊接缺陷。焊丝或母材表面清理不干净或氩气不纯都会造成气孔产生,因此保护气-氩气纯度要求在99.99% 以上,焊丝及工件表面要酸洗、净水冲洗后烘干。
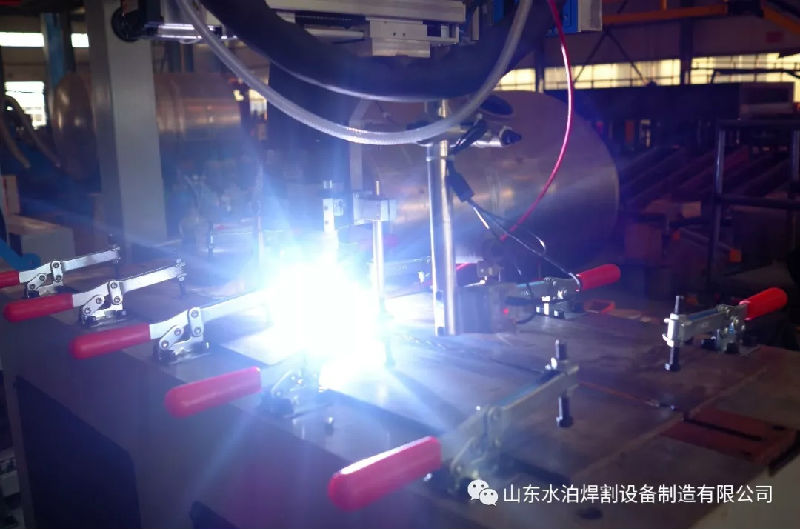
2. 钛及钛合金的钨极氩弧焊
有色金属钛及钛合金焊接时采用较多的就是钨极氩弧焊,对于较厚的工件也可采用熔化极氩弧焊,对于技术要求严格的航天工业中一些重要设备经常也采用真空电子束焊接。
① 焊丝的选用。焊丝的选用应使在正常焊接工艺下的焊缝在焊后状态的抗拉强度不低于母材退火状态的标准抗拉强度下限值,焊缝焊后状态的塑性和耐蚀性能不低于退火状态下的母材或与母材相当,焊接性能良好,能满足钛容器制造和使用的要求。
焊丝中的氮、氧、碳、氢、铁等杂质元素的标准含量上限值应大大低于母材中杂质元素的标准含量上限值。不允许从所焊母材上裁条充当焊丝,应采用JB/T 4745-2002《钛制焊接容器》中附录D中的焊丝用作钛容器用焊丝。杂质元素含量不高于JB/T 4745-2002中附录D的其他标准的焊丝也可使用。
一般情况下可按表根据所焊母材牌号来选择相应的焊丝牌号,并通过JB/T 4745-2002中附录B的焊接工艺评定验证。
不同牌号的钛材相焊时,一般按耐蚀性能较好和强度级别较低的母材去选择焊丝材料。
② 保护气体的选用。焊接用氩气纯度不应低于99.99%,露点不应高于-50℃,且符合GB 4842-1984的规定。当瓶装氩气的压力低于0.5MPa时不宜使用。
③ 钨极。钨极氩弧焊时推荐采用铈钨电极。电极直径应根据焊接电流大小选择,电极端部应为圆锥形。
有色金属钛及钛合金氩弧焊时,关键的是要将焊接高温区与空气隔离开,为了有效地进行保护,焊炬喷嘴、拖罩和背面保护装置通以适量流量的氩气是极其重要的。焊缝及近缝区颜色是衡量保护效果的标志,银白色、浅黄色表示保护效果好,深黄色为轻微氧化,一般情况下还是允许的,金紫色表示中度氧化,深蓝色表示严重氧化,至于灰白色是绝对不允许的,表示焊缝已经变质,必须报废重焊。
 分享到:
分享到:
 新浪微博
新浪微博 网易微博
网易微博 开心网
开心网 QQ空间
QQ空间 飞信
飞信

联 系 人 :张总
销售热线 :15864554699
邮 箱 :shuipocom@163.com
Q Q :66373866
微 信 :
网 址 :pt.shuipo.com